Small business owner
23 projects in 7 sectors worth 817 billion won
Government-funded project
Smart Factory
Innobase is a smart factory for distribution and proliferation It is an official solution supplier selected for various support projects.
Enterprises participating in 37 regional specialization projects
Small and medium-sized domestic manufacturing companies
Up to 200 million won support
Within 50% of total project cost
6 months
Smart Factory
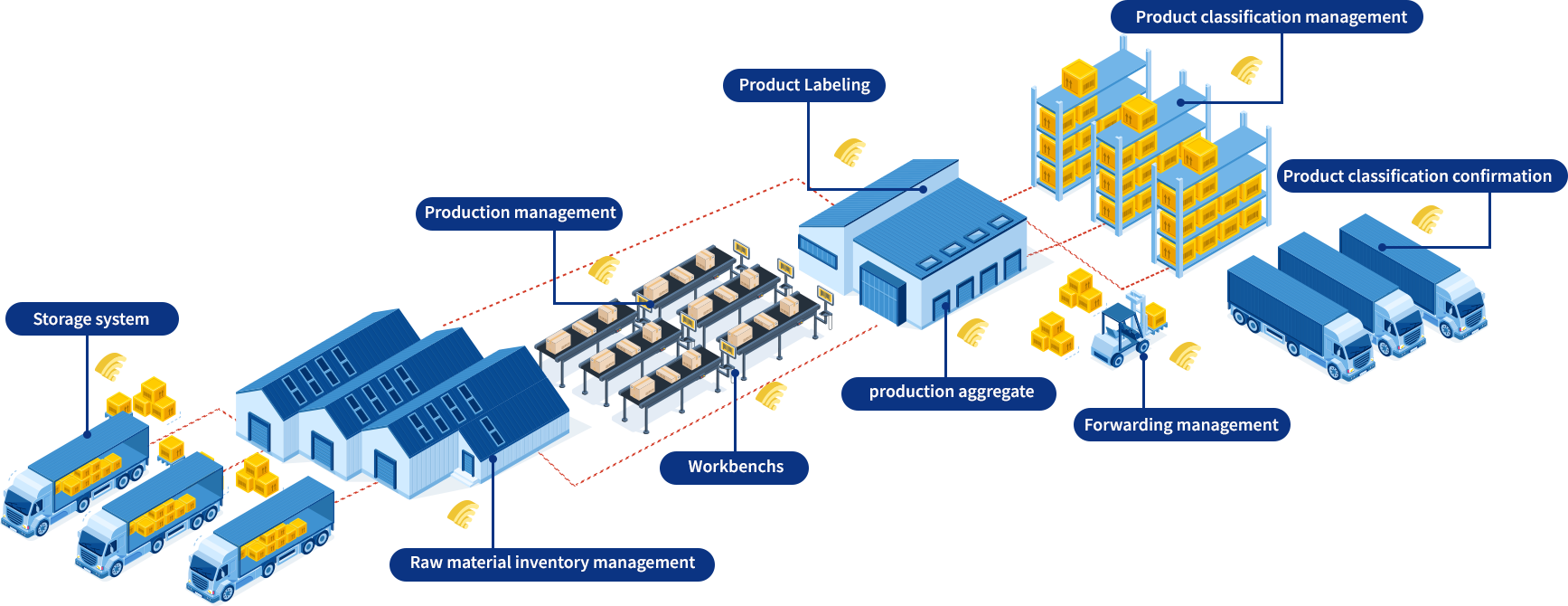
Smart Factory Map
Transitioning to a smart factory in manufacturing allows you to monitor your solution's manufacturing data-driven processing It provides production informatization together, and various other functions can be selected and introduced.
According to the definition of the Ministry of Strategy and Finance, Smart Factory refers to an intelligent production plant that improves productivity, quality, and customer satisfaction by applying Information and Communication Technology (ICT) that combines digital automation solutions to production processes such as design and development, manufacturing, distribution, and logistics. In other words, it is a factory that monitors all data generated in the factory in real time by connecting factory facilities and devices through wireless communication, and shares and integrates information. The collected data is analyzed using techniques such as machine learning and then used to create an optimal production environment. After all, the entire process from monitoring, maintenance, and management of production processes to monitoring, maintenance, and management of production processes based on technologies such as the Internet of Things, big data, cloud computing, intelligent robots, and CPS (Cyber-Physical System) is a production system that operates organically within a single network.

Smart Factory
According to the definition of the Ministry of Strategy and Finance, Smart Factory refers to an intelligent production plant that improves productivity, quality, and customer satisfaction by applying ICT (Information and Communication Technology) that combines digital automation solutions in production processes such as design, development, manufacturing, distribution, and logistics.
In other words, it is a factory that monitors all data generated in the factory in real time by connecting factory facilities and devices with wireless communication, and shares and integrates information. The collected data is analyzed using techniques such as machine learning and then used to create an optimal production environment. After all, the entire process from monitoring, maintenance, and management of the production process is organically operated within a single network based on technologies such as the Internet of Things, big data, cloud computing, intelligent robots, and CPS (Cyber-Physical System).
<
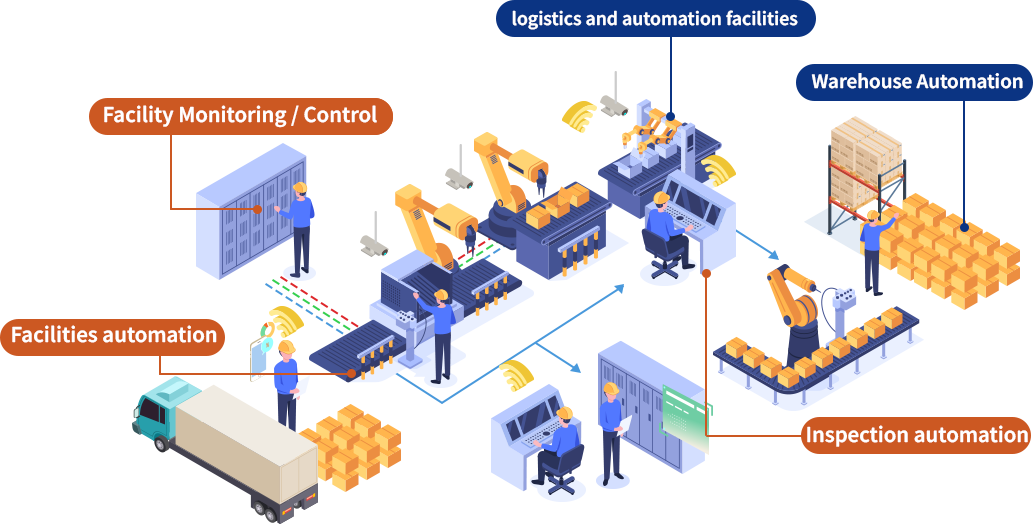
Operation of Smart Factory
Smart Factory uses sensors and integrated systems to collect and share data from all stages of the process, automating and intelligent manufacturing processes. This provides greater flexibility and efficiency over traditional manufacturing methods, as well as lower production costs and faster responsiveness.
These include sensors, industrial IoT, cloud, big data, artificial intelligence (AI), machine learning, digital twins, additive printing (3D printing), virtual reality (VR) and augmented reality (AR). Largely, it is a flow that collects all data generated during the production process using sensors, uses the collected information as learning data for AI machine learning, and the learned AI identifies problems and optimizes the process environment. However, not all technologies are applied, and can be expanded, modified, or adjusted infinitely depending on the characteristics of the company and the process situation. Recently, as the large amount of data processing generated by the numerous equipment and sensors installed in the factory has become a problem, interest in the data store to store tag data has increased.
Benefits of Smart Factory
The global smart manufacturing technology market is expected to grow from $254.24 billion in 2022 to $787.54 billion by 2030. This is why many manufacturers are looking at new ways of operating beyond traditional factory systems that have not been changed in decades. Even in the face of customer expectations and uncertain economic conditions, the following business benefits can be strengthened.
-
Increase productivity and efficiency
With automated processes and intelligent systems, smart factories are designed to reduce reactive practices, find and build optimized processes. Even without human intervention, production processes are optimized through real-time data, which results in significant time and cost savings. It also contributes to efficient production of more products by managing Just-In-Time (JIT) inventory, predicting accurate demand, and shortening production cycles. In fact, back in 2019, a Deloitte survey found that companies that invested in smart factory initiatives saw up to 12% better performance in areas such as manufacturing output, factory utilization, and labor productivity. -
Quality Improvement
Smart Factory technology monitors all manufacturing processes and continuously improves product quality based on data. By minimizing duplication processes, reducing waste of time and materials, and minimizing downtime, we ensure consistent production of high-quality products. We also minimize defect rates by proactively preventing product defects through systems that identify and resolve problems on their own, such as replenishing inventory based on forecast situations. -
Reduce costs
Lower direct human intervention not only reduces labor costs, but also reduces power consumption by increasing energy efficiency by minimizing redundant processes and downtime. It also reduces overall factory operational costs, including reducing product and time and material waste budgets, and extending machine life by predicting and preventing system failures. -
Strengthen market competitiveness
The flexible manufacturing process allows for small, multi-variable production to meet the individual needs of consumers, unlike the mass production neglect of traditional factories. Not only is it able to respond quickly to changing trends and customize them for the same reason, but it also analyzes system data to quickly identify and improve vulnerabilities. This plays a significant role in providing new business opportunities for companies and securing a competitive edge in the market. -
Safe environment
Another advantage of smart factories is to ensure the safety of workers. Because the real-time monitoring system manages the working environment, an alarm is immediately sent out or troubleshooted automatically in the event of a critical situation. A report by the International Society of Automation shows that robots and automated devices can help eliminate three out of five injury factors in the field. Building a safe working environment can help reduce the incidence of industrial accidents. -
Sustainability
Smart Factory can use intelligent connectivity technology much more easily than ever to establish eco-friendly manufacturing practices, such as reducing material waste and reducing carbon emissions by reducing defects. Digital technologies, such as blockchain and RFID technology, can also track the source and transport of all materials and supplies to manage the quality of products with material procurement from ethical sources.
Steps in Smart Factory
The smart factory divides the level of smartization of the construction system into five stages according to the degree of use and capability of ICT technology. This can be built in stages according to the company's comprehensive smart capabilities and operational capabilities.
It is important to focus on the right level and functionality according to the circumstances of the company. In fact, many small and medium-sized enterprises are building a foundation stage that can easily start at a relatively low cost, so even in the foundation stage, they can aggregate and manage real-time finished products or manage material history (Lot-Tracking).